In a world where environmental impact has become a house-hold topic, manufacturing companies must take it upon themselves to help reduce their waste and the impact on our planet. By utilizing regrind within the injection molding process, Dimatic has been eliminating scrap for decades.

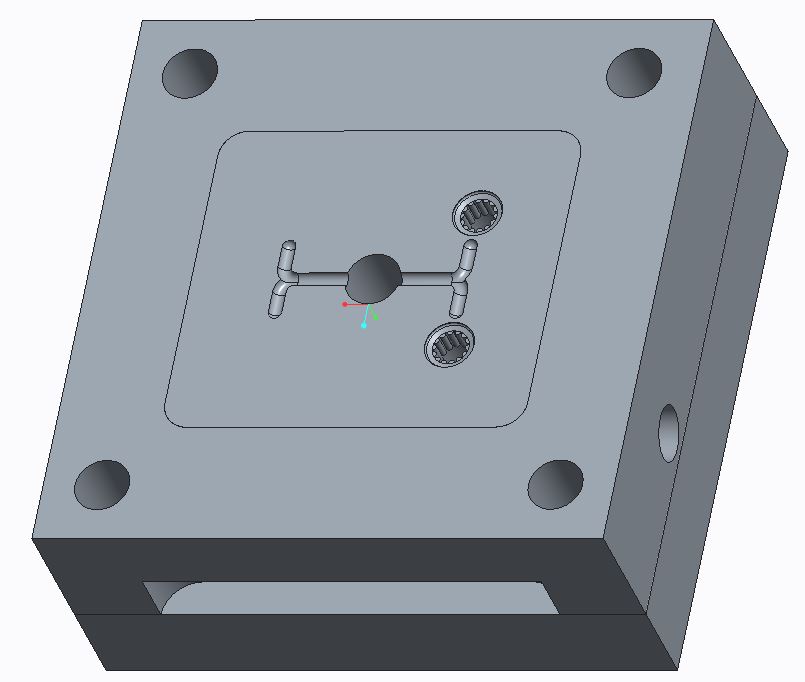
Within the injection molding process, there is a potential for a significant amount of waste. The two most common types of waste are through scrapped parts and molded runners. Parts can be scrapped for many reasons, however, out of tolerance or warped parts are the most common cause. Cold runner molds will have scrap in the form of runners, which are the left-over plastic “tunnels” by which the melted plastic is fed into the mold cavity. Parts typically need to be trimmed from the runners.
Dimatic has been recycling this “scrapped” material by grinding down the scrap parts and runners. Once these have been ground down to a pellet size, they are mixed in with virgin material in the proper ratios to continue making new parts. By recycling the material in this manner, Dimatic is able to have virtually zero waste product in our process.
By understanding our responsibility to maintain resources, Dimatic has been running our injection molding operation virtually waste-free for years by recycling and regrinding our runners and scrapped parts.