Brett Drvol works on designing the products and molds used here at Dimatic. Since starting his career at Dimatic nearly 10 years ago, Dimatic’s lead designer, Brett Drvol, has encountered hundreds of design projects and has developed a proven method for designing high quality and easily manufactured molds and dies. Brett’s in-depth knowledge of molds not only helps our toolroom work through a build, but can also save our customers time and money by addressing potential issues early on in the design process rather than finding the issues later on.
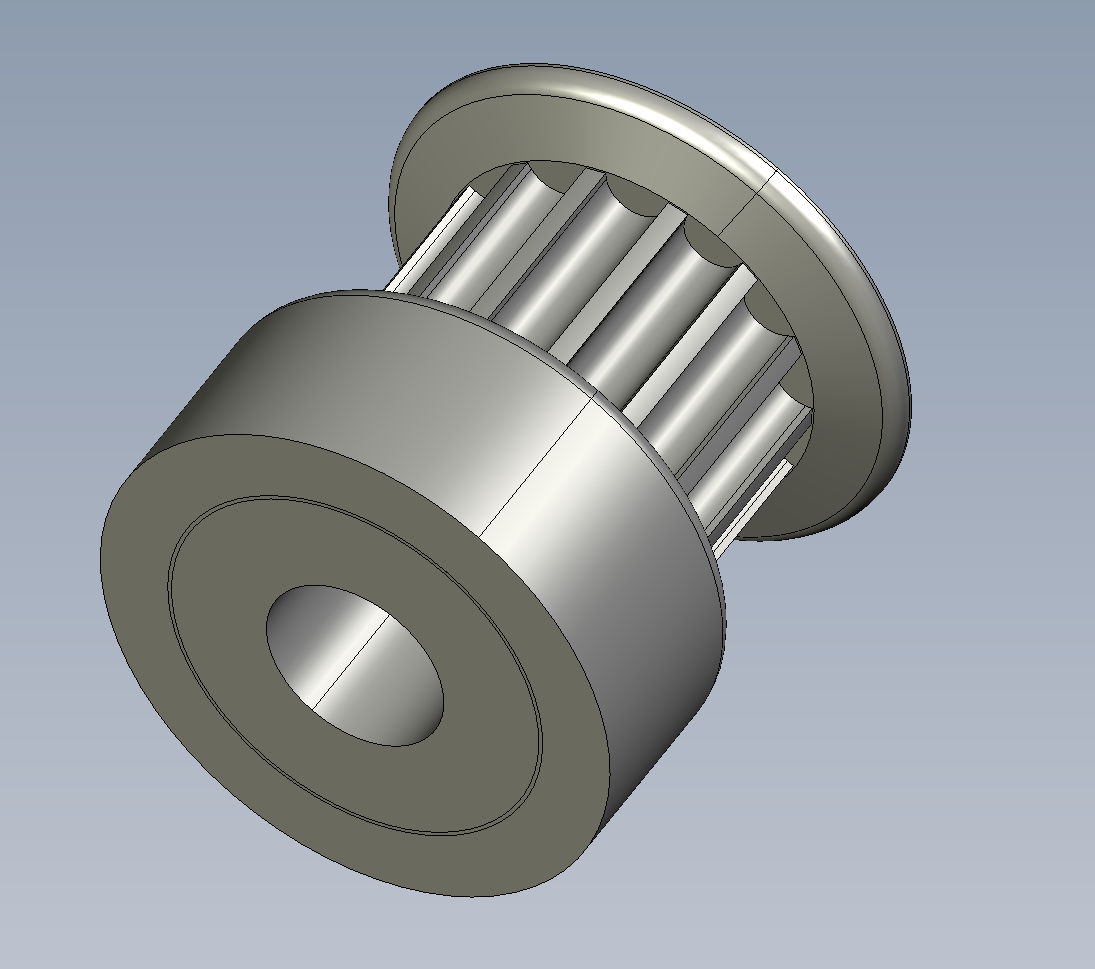
The first step in a mold design is to see if the part design is “moldable”, meaning can we even make it using the injection molding process. Depending on the size and complexity of the part, the number of cavities, and other aspects that need to be included, a mold design usually takes about 10-15 hours spread out over a week or two. Once the mold is designed, another 5-10 hours are required to create the drawing for the tool room in order to actually create the mold. A more difficult or complex part usually takes about 20-30 hours of design, followed by 10-20 to complete the drawings.
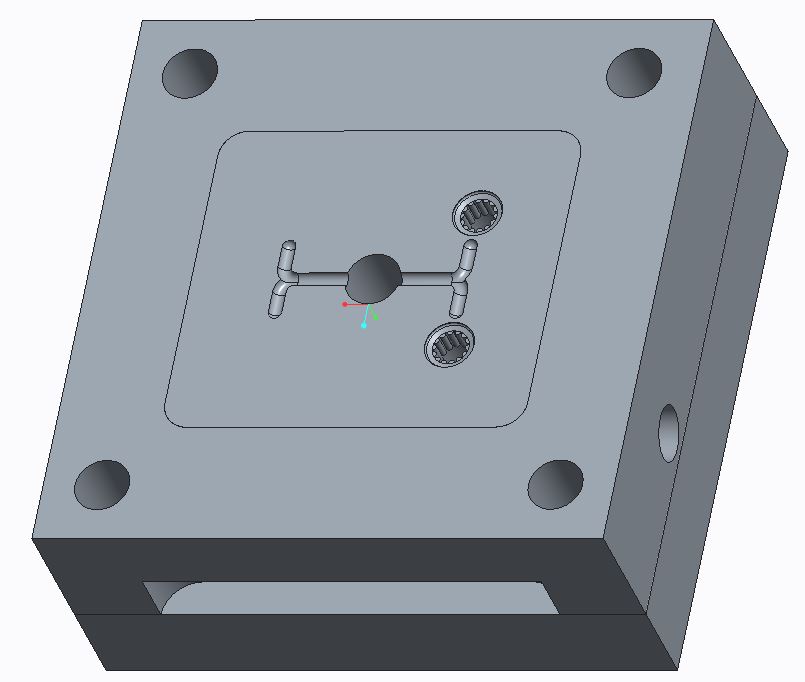
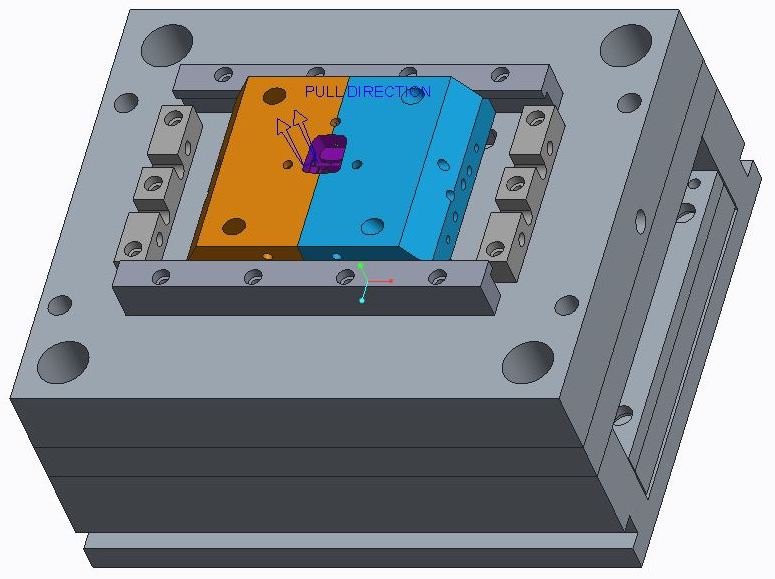
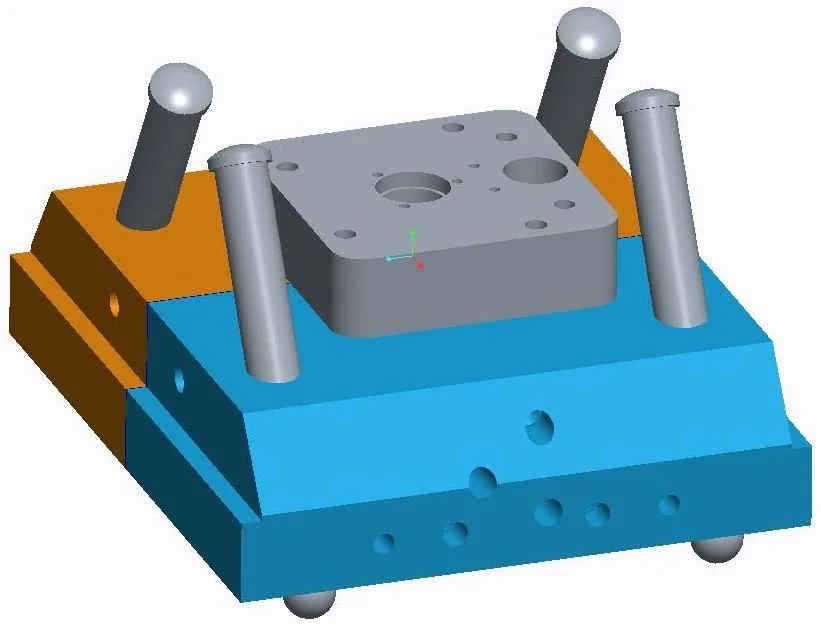
Molds have different components including: cavities; water lines; parting lines; and parting surfaces. A cavity is an open space where the plastic material will fill in order to create the part, just like getting a filling at the dentist. In the design of the mold are parting lines and parting surfaces that allow the part to be split into 2 halves (A and B) inside the mold. This allows the part to be molded and ejected out after the part is complete. The parting line, created first, is based on the edge of the part model, while the parting surface is created by the parting line and extends out to the edges of the mold base.
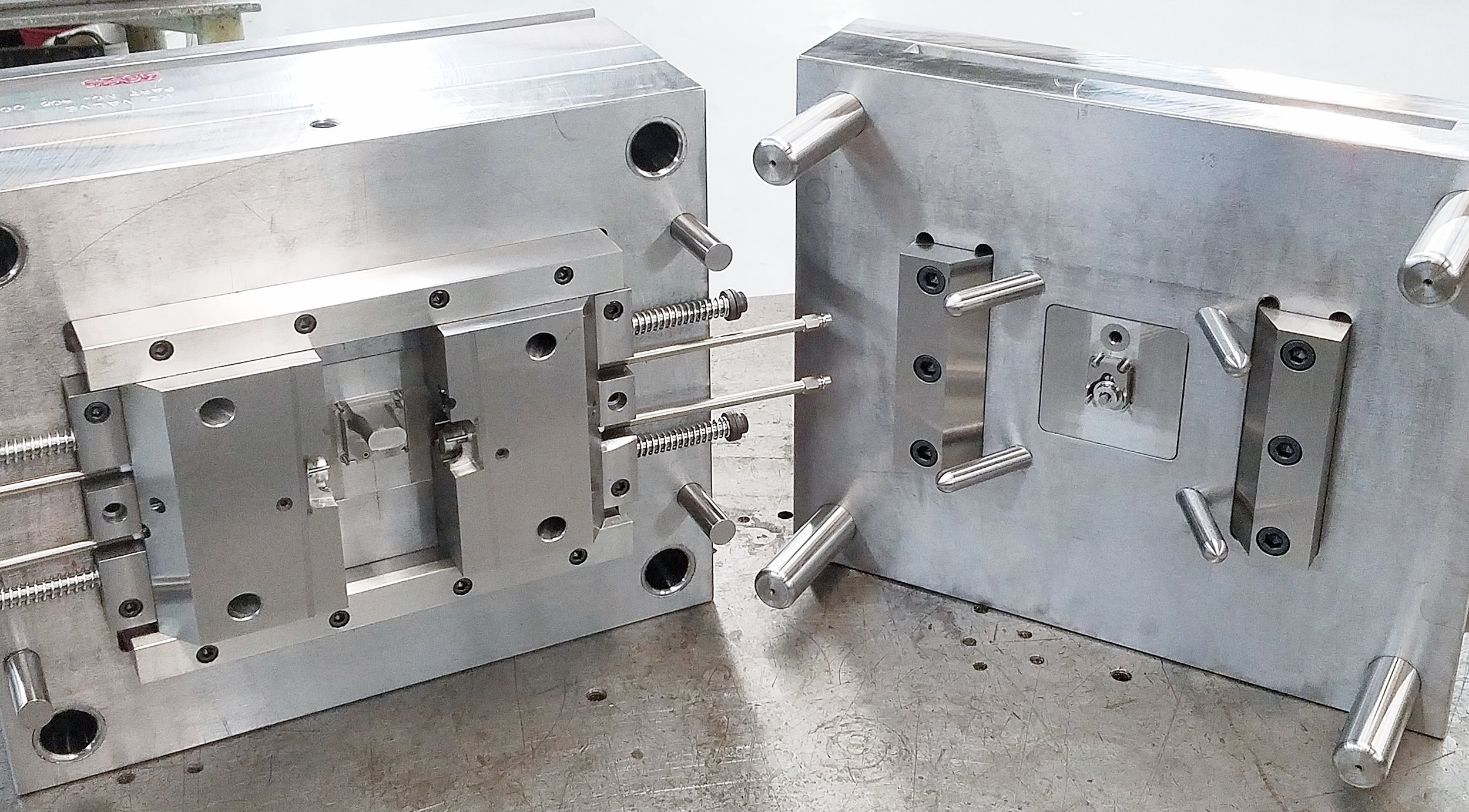
Water lines are another important component of a mold. Just like it sounds, these run water through the steel mold plates and steel blocks so the part can cool faster, shortening the machine cycle, and allowing it to be handled by a machine operator once it comes out of the mold.
When things get cold, they shrink, and plastic is no exception. When injected into the mold, the melted plastic is hundreds of degrees in temperature and drops to less than 100 in seconds in order to handle the part after the molding process is finished.
Depending on the material, the part quickly shrinks a specific amount. Material suppliers provide us with spec sheets providing how much the part will shrink inch-per-inch. Accounting for this shrinkage is a critical step in the design process to ensure that the finished part will fit the dimensions given by the customer.